-
 Email: [email protected]
Email: [email protected]
-
 Phone: +86-18021988367
Phone: +86-18021988367
 English
English
Produkt
CKX-serien - Tilpassbar dobbeltspindel dreie- og fresemaskin





- BESKRIVELSE
- TEKNISKE PARAMETRE
- KONTAKT OSS
TEKNISKE PARAMETRE
 | Grunnleggende introduksjon |
| Spindelhode / dreiemomentverdi | 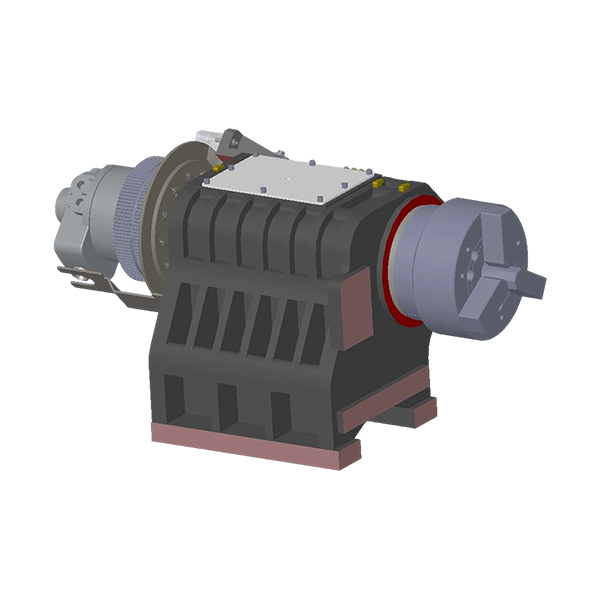 |
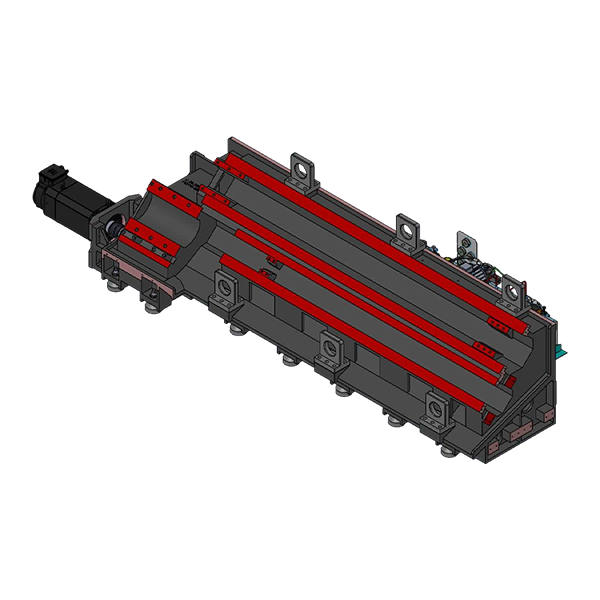
 | Trist dle ·Y-aksen har en dobbel herdet føringsbane, som øker det effektive spennet og gir optimal stivhet for skjærefôr. |
| Kompensasjon for Y-akse ·X-aksen har en dobbel-hard-skinne-konfigurasjon, som øker det effektive spennet og gir optimal stivhet for skjærefôr. |  |
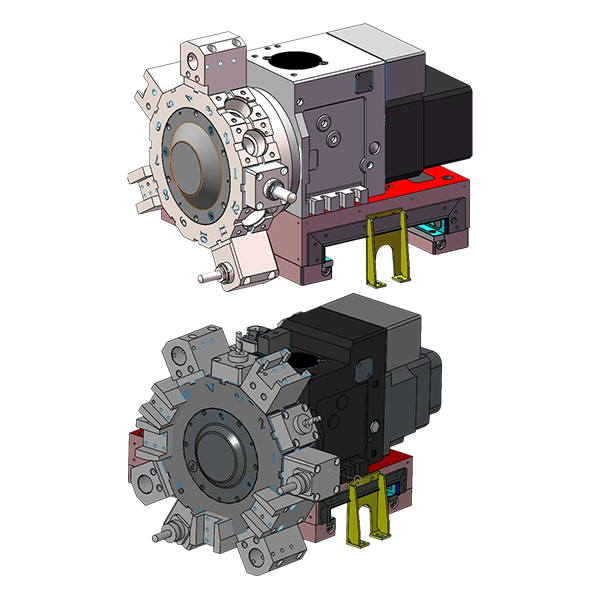 | Kraft Turret CKX750 |
| Bakstokk W-aksen har en dobbel herdet føringsbane, som øker det effektive spennet og gir optimal fôringsstivhet. | 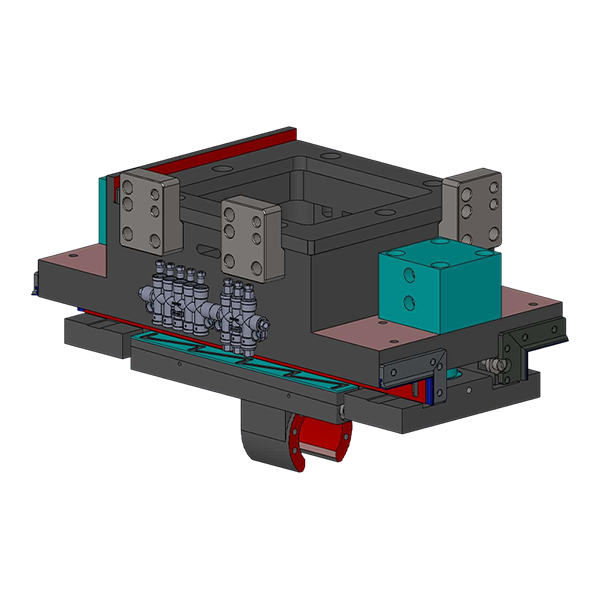 |
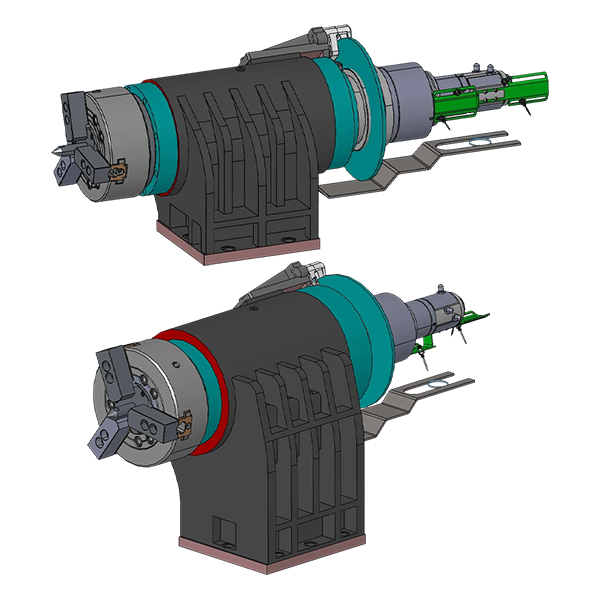 | Elektrisk spindel CKX750 |
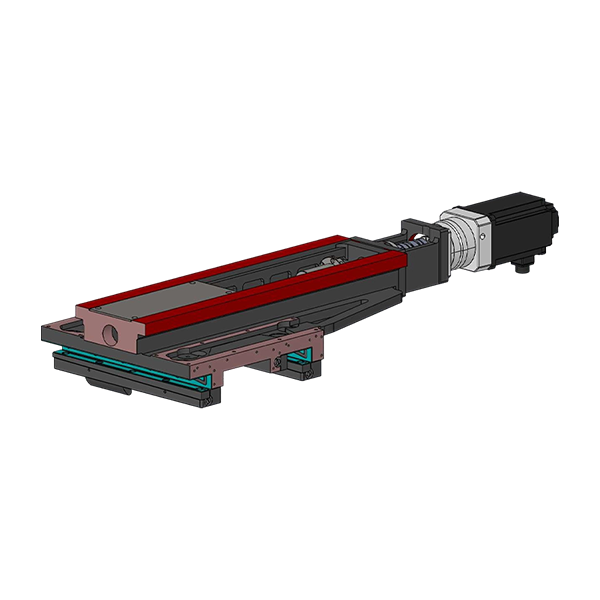
| Senter Hvile |  |


OM OSS
Dedikert utelukkende til å perfeksjonere dreie-freseteknologi
, etablert i 2015, opererer som en integrert produksjons- og handelsbedrift, som håndterer alt fra FoU og produksjon til salg og service. Utstyrt med avanserte maskineringsfasiliteter som CNC portalmaskineringssentre, overflateslipere og føringsslipere, opprettholder vi streng kvalitetskontroll gjennom hele produksjonsprosessen – fra støping og montering til ferdig maskinsalg og ettersalgsstøtte. Våre maskinverktøy er anerkjent for sin innovative design, pålitelige ytelse, høye presisjon, utmerkede kostnadseffektivitet og omfattende service.
-
0
 Etablere In
Etablere In
-
0+
 Byggeområde
Byggeområde
-
0+
 Ansatte
Ansatte
-
0+
 Eksportland
Eksportland

ÆRESSERTIFISERING
SERTIFIKAT




Vær oppmerksom på våre siste nyheter og utstillinger
 Se alle nyheter
Se alle nyheter
Nyheter og innsikt
-
 Bransjenyheter
Bransjenyheter -
Bransjenyheter
-
Bransjenyheter
-
Bransjenyheter
BRANSJEKUNNSKAP
Når Turn-Mill Composite faktisk slår "Lathe Mill"
A effektiv maskinering dreiefres komposittmaskinverktøy viser sin fordel når en del trenger flere datumkonverteringer (dreiing, fresing, boring, tapping, funksjoner utenfor midten, vinklede hull) og toleransekjeden er stram. Hvis du flytter en del mellom maskiner, vil hver gjenklemming legge til feil, pluss den "skjulte kostnaden" for oppsettstid og inspeksjon under prosessen.
- Deler med koaksiale prismatiske egenskaper: en klemme bevarer konsentrisitet og sann posisjon bedre.
- Middels partier med hyppige omstillinger: færre armaturer og færre forskyvninger reduserer ikke-skjæringstiden.
- Høyverdideler: skrotrisikoen faller når prosessen konsolideres og overvåkes i ett kontrollsystem.
I vår egen linje holder vi FoU og prosessforbedring fokusert på én ting – turn-mill komposittteknologi – slik at iterasjonshastigheten forblir høy og plattformen blir mer moden med lavere feilprosent over tid.
Datumstrategi: Hvordan beskytte konsentrisitet og sann posisjon
På en dreiefreskompositt kommer din største nøyaktighetsgevinst ofte fra datumplanlegging i stedet for å jage spesifikasjoner på mikronnivå. Målet er å holde funksjonelle overflater referert til et stabilt datum satt på tvers av alle operasjoner.
Praktiske regler som reduserer toleransestabling
- Snu den primære lokaliseringsdiameteren og overflaten først, og fres deretter funksjoner som refererer til disse overflatene.
- Bruk sondering for å "lukke løkken" etter grovarbeiding, før du fullfører kritiske mønstre.
- Unngå gjenklemming med mindre det er nødvendig; om nødvendig, reetabler datum ved hjelp av in-spindel-sonde og dedikerte lokaliseringsfunksjoner.
- Hold verktøybaner i samsvar med GD&T-en din: fullfør overflatene som driver toleransen sist for å minimere deformasjonseffekter.
En vanlig kjøperfeil er "spesifikasjonsshopping" mens man ignorerer datumdisiplin. I ekte produksjon, ett-oppsett datum kontinuitet er vanligvis den største spaken.
B-akse vs. fast fresing: Hva du får, hva du må kontrollere
Ved å legge til en B-akse (eller tilsvarende multi-akse fresefunksjon) utvides funksjonskonvolutten – vinklede flater, sammensatte hull, friformfresing – uten sekundære oppsett. Avveiningen er at kalibrering og prosessdisiplin betyr mer.
| Evne | Best passende applikasjoner | Nøkkelkontrollpunkt |
|---|---|---|
| Fresing med fast vinkel | Spor, flater, boltsirkler | Spindel-til-arbeid offset stabilitet |
| B-akse / flerakset fresing | Vinklede hull, impellere, komplekse flater | Roterende akse kalibrering sondeverifisering |
Hvis delene dine for det meste er 2,5D-fresing på dreiet lager, trenger du kanskje ikke full multiakse. Men hvis du gjør det, sørg for at byggherren har en velprøvd kalibreringsmetode og støtter verifikasjonsrutiner – det er her en FoU-fokusert produsent kan gjøre eierskapsopplevelsen jevnere.
Chip Control: The Hidden Determinant of Uptime in Composite Machining
Dreie-fres komposittskjæring skaper blandede spontyper: lange dreiende spon, knuste fresespon og trevlete borespon. Sponevakuering er ikke kosmetisk – det påvirker overflatefinish, verktøylevetid, spindellastalarmer og til og med akseslitasje hvis spon resirkulerer.
Hva skal bygges inn i prosessen
- Bruk sponbrytergeometrier for dreiing; ikke "tving" sponbrudd ved overmating hvis det skader finishen.
- Sekvensoperasjoner så tung dreiing begraver ikke delikate fresefunksjoner under spon.
- Høytrykkskjølevæske er mest verdifull for dypboring, avskjæring og gummiaktige materialer.
- Se etter sponpakking rundt underspindelen/det sekundære holdeområdet; det er en hyppig kilde til uventet nedetid.
Når du vurderer maskiner, spør om chipevakueringsdesign og servicevennlighet. I ekte butikker, flisstabilitet er ofte lik produksjonsstabilitet .
Termisk oppførsel: Hvorfor "God morgen, dårlig ettermiddag" skjer
Komposittmaskiner konsentrerer flere varmekilder i ett kabinett: hovedspindel, fresespindel, servoer, kuleskruer og ofte en andre spindel. Når temperaturen avviker, gjør verktøyets senterpunkter og spindelvekst det også – spesielt merkbar på lange deler eller dype boringer.
Taktikk på butikkgulvet for å stabilisere nøyaktigheten
- Varm opp med representative spindelhastigheter og aksebevegelse, ikke bare tomgangskjøring.
- Fullfør kritiske diametre/boringer etter at maskinen har nådd en stabil termisk tilstand.
- Bruk sondering for å kompensere: mål en referansefunksjon og korriger forskyvninger før siste pasninger.
- Hvis toleransen din er stram, standardiser kjølevæsketemperaturen og hold skapdørene lukket under etterbehandlingen.
Den praktiske takeawayen: repeterbarhet kommer fra termisk konsistens mer enn engangs geometrikontroller.
Verktøyadministrasjon: Hvordan forhindre kollisjon og redusere ikke-skjæringstid
Fordi dreie- og freseverktøysystemer deler samme arbeidsområde, er verktøystyring både en produktivitetsspak og et sikkerhetskrav. Kollisjoner kommer ofte fra oversett verktøylengdeendringer, dårlig innstilte arbeidsforskyvninger eller blandede koordinatkonvensjoner mellom dreie- og fresesykluser.
Prosesskontroller verdt å standardisere
- Oppretthold a effektiv maskinering dreiefres komposittmaskinverktøy bibliotek med verifiserte målerlengder og utstikkingsgrenser; lås redigeringer bak tillatelser.
- Bruk verktøyets forhåndsinnstilte måling i maskinen der det er mulig for å fange opp offsetdrift tidlig.
- Standardiser sikre plan for både dreie- og freseoperasjoner; unngå "tilpasset sikre fly" per programmerer.
- Introduser en tørrkjøringsprotokoll for nye programmer: redusert mating, enkeltblokk og kollisjonssjekkfokus nær chuck/kjever.
Dette er også grunnen til at vi holder reservedeler og teknisk støtte dedikert til én maskintype: rask respons er mest meningsfylt når du prøver å beskytte oppetid.
Arbeidsholdbare valg som gjør eller ødelegger komposittbearbeiding
I komposittarbeid med dreiefres gjør chucken og kjevene mer enn å holde – de definerer datumet, påvirker rundheten og bestemmer om overføringsoperasjonene er stabile. Overklemming kan deformere tynnveggede deler; Underklemming forårsaker mikroslip som ødelegger overflatefinish og posisjonsnøyaktighet.
Vanlige scenarier og beste praksis
- Tynne rør / ringer: bruk myke kjever som bores med samme klemkraft som brukes i produksjonen; fullfør kritiske IDer etter at stress er stabilisert.
- Lange skaft: bruk halestokk/støtte eller stødige løsninger; prioriter vibrasjonskontroll før du øker hastigheten.
- Overfør til underspindel: legg til en lokaliseringsfunksjon (pilot/skulder) slik at det andre grepet refererer til en kjent overflate.
- Fresing med høyt dreiemoment på dreiet lager: verifiser kjevesparring og kontaktmønster; dårlig kontakt er en stille kilde til skravling.
Hvis du vil ha en rask evaluering: forbedre arbeidsholdingen først, og deretter justere parameterne – endringer i arbeidsholdingen kan levere umiddelbar avkastningsforbedring .
spesialiserer seg på
forskning og utvikling, produksjon og salgstjenester innen maskinverktøyet
industri. Tilpasset CNC dreie- og fresemaskin og CNC dreiing og fresing av komposittsenterfabrikk.
Erfarne medarbeidere og eksperter er alltid tilgjengelige for å gi deg
profesjonell veiledning og løsninger på tekniske problemer.
Produkt
Hvorfor oss
Nyhetsrom
Hurtigkoblinger
Opphavsrett © Xuancheng Huzheng Machinery Trading Co., Ltd. Rights Reserved.

